
第5章焊接-5.2焊棒
5.2焊棒
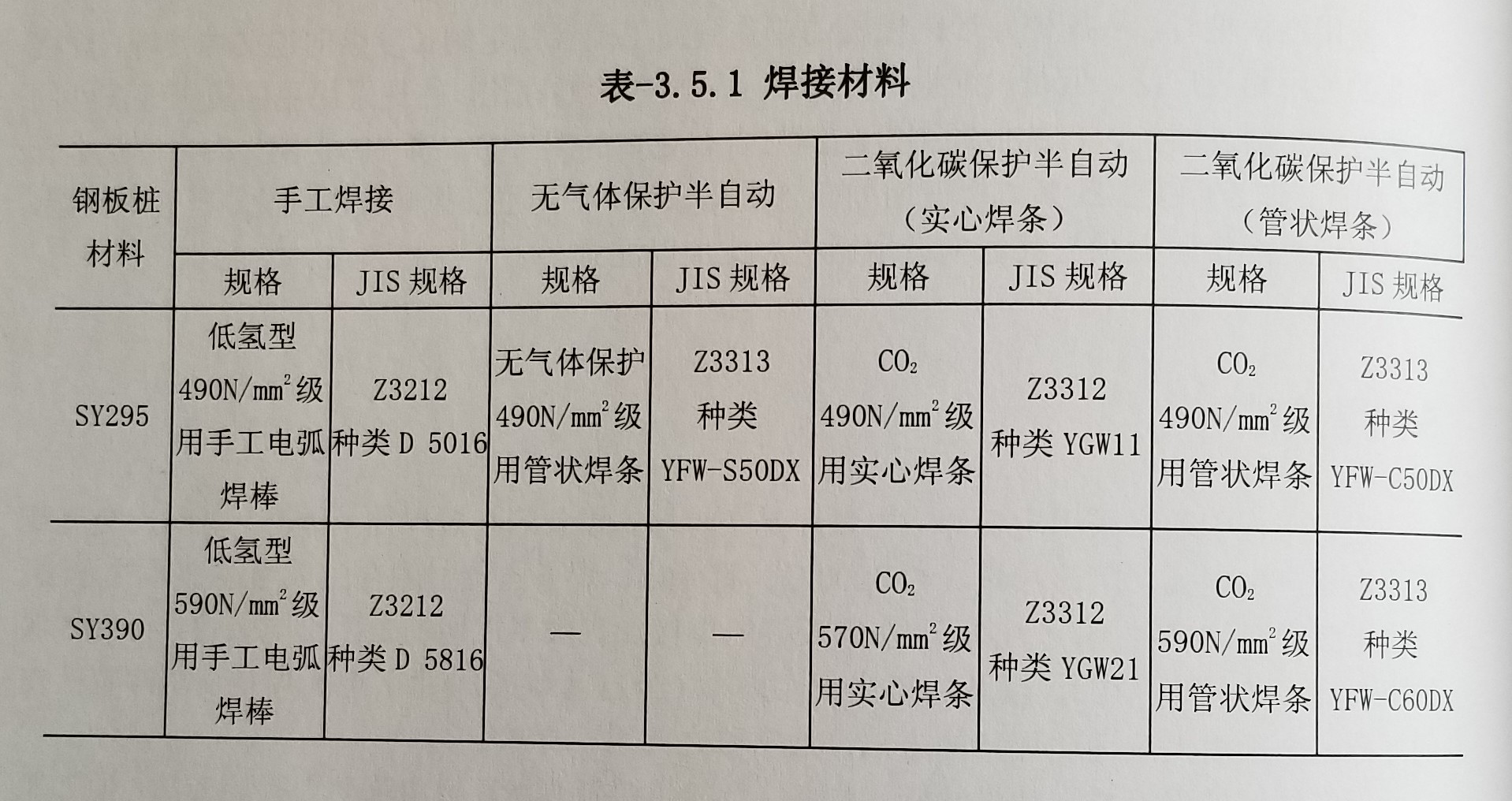
焊棒必須考慮母材的材料,厚度,鎖口形狀,焊接姿勢等選定適宜的種類和直徑。手工焊接時,鋼板樁的材料是高強(qiáng)度鋼,通常采用表-3.5.1所示的低氫型的手工電弧焊棒。該焊棒盡可能地減少了會給焊接金屬帶來壞影響的氫的侵入,焊劑的主要成分為碳酸鈣,不含有機(jī)物。因此,操作性與鈦鐵礦型焊棒相比稍微差點,但焊接金屬的機(jī)械性質(zhì)好特別是延性,韌性及其地好。不過,使用時,為了減少氫,使用前必須要充分干燥焊棒(300350℃1小時左右),從而除去焊劑吸收的水分。無氣體保護(hù)焊所使用的焊條在條內(nèi)包裹有焊劑,電弧的保護(hù)氣體由該焊劑供給。該焊劑由氣體發(fā)生劑,熔渣生成劑,合金劑,脫氧劑,碳粉等組成的,因電弧熱量而分解,使外部氣體成為保護(hù)氣體的同時,形成熔渣隔絕外部氣體保護(hù)熔融金屬。此外,在焊劑中加入脫氮,脫氧材料,防止氮化,氧化,并考慮不使機(jī)械性質(zhì)惡化。
二氧化碳保護(hù)焊用的焊條分為實心焊條和管狀焊條。固體焊條為了能得到健全的焊接部,添加了脫氧元素 Si,Mn,此外,為了保證必要的機(jī)械性質(zhì)和電弧的穩(wěn)定性、操作性等,適量添加了Ni,Cr,Ti,Al等元素。
管狀焊條由于飛濺少等,操作性好,焊縫美觀,但一般比實心焊條價格高。
- 上一條第5章焊接-5.1焊接法2020-04-01 09:49:36
- 下一條 第五章焊接-5.3焊接機(jī)2020-04-01 09:49:36